摘要:本文介绍了彩涂板使用中遇到的一些如色差、粘结、板形等常见问题,并提出了解决方案。
关键词:彩涂钢板、使用、色差、粘结、板形
0:引言
彩涂钢板是在金属基板上涂覆一层或多层有机涂层经过烘烤而形成的一种复合材料,因其具有良好的耐蚀性和美观性而被应用于家电和建筑行业。自上世纪80年代末宝钢建立了自己的第一条彩涂机组以来,经过三十年的时间,宝钢已经拥有3条现代化彩涂机组,年产量近60万吨。生产的产品品种从最初的四个涂料类别16个颜色【1】增加到涉及建筑、家电等行业和用途的十几种涂料类型。
彩涂钢板涂层在使用中经常会遇到一些技术问题,本文选取几个常见问题进行简要介绍。
1:闪光漆视觉误差问题
彩涂钢板涂层面漆分为两大类即“素色漆”和“闪光漆”,(闪光漆又分为“金属漆”和“珠光漆”)。与素色漆通过颜料粒子对光的选择性吸收和漫反射产生颜色不同,金属与珠光片颜料为层状分布以相同的定向排列在平行于漆膜里当光线射向漆膜表面时一部分光线由于铝粉的直接反射,几乎没有吸收,一部分光线特别明亮给人一种十分光彩耀眼的感觉,一部分光线被铝粉多次反射而出,光线较暗。因此从不同的角度观察时给人以不同的视觉效果。
如图1-闪光漆颜料光线反射示意图所示,同一入射光源产生的光线随反射次的增加,光线变暗,在观察角A和观察角B所看到的效果因光线的明暗会有不同,所以闪光漆的视觉效果会随光线入射角度(对应自然界中晨昏变化等)及观察者的观察位置不同而有差异。因而闪光漆的色差更难控制,用户在使用中有时会反映有目视色差现象。

图1闪光漆颜料光线反射示意图
钢厂在闪光漆涂层管理中一方面要在生产控制中同一用户合同尽量选取同一涂料供应商同一批次涂料在同一时间集中生产,以避免不同涂料及工艺的差异而产生色差,同时采用更接近人眼测量效果的多角度色差仪进行色差比对。另一方面,对用户使用进行指导,帮助其尽量避免因材料安装方向不同而产生的色差问题。
2:涂层粘结问题
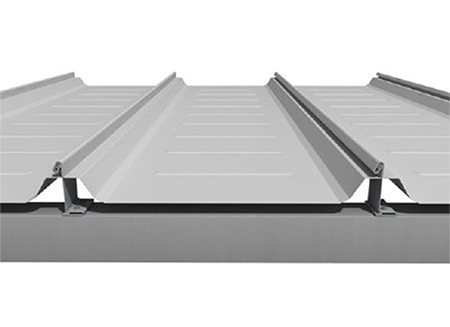
当彩涂钢板作为夹芯板用途时,常常面临的一个问题是粘结或发泡不良。因为涂层在用于制作夹芯板时,涂层必须与发泡剂有效结合,保证夹芯板的整体完好。一般来说,用户使用中遇到的较多粘结不良问题主要包括“粘不上”、“表面孔洞”。
2.1“粘不上”
如图2所示为彩涂板背面涂层粘结不良图片。出现这类问题的原因主要有以下方面:
(1)胶水反应时间:用户在加工时胶水反应的时间长短都影响到发泡的效果,时间过长或过短发泡效果都不会太理想,如图2-(a)所示,为发泡时间不适当样板.
(2)涂层质量:涂层的种类决定了涂层固化后的表面活性,会影响彩涂板与发泡剂的发泡效果。如果涂层活性基团较少发泡性能会受到影响。如图2-(b)所示,为活性基团较少的涂层发泡不良样板。
(3)胶水质量:发泡用胶水一般由黑胶和白胶组成,白胶为带羟基的聚醚多元醇,黑胶为带氰酸酯的品,二者以一定比例混合后反应形成聚氨酯,也就是发泡材料。胶水中的有效成分严重影响产品发泡效果。如果为降低成本在白胶中加入其它物质或以价格较低的聚酯多元醇代替聚醚多元醇等都极可能致发泡不良的情况发生.
(4)其它:发泡工艺、生产环境等也都是影响夹芯板成品质量的重要因素。

图2粘结不良照片
2.2“表面孔洞”
用户在使用中经常遇到的另一个关于发泡的问题是发泡后“孔洞”问题,既虽然发泡后彩涂板粘结无问题,但夹芯板外观有轻微不规则突起,撕开钢板后发现聚氨酯夹芯层有不规则孔洞如图3所示,而一般用户要求的效果如图4所示。聚氨酯发泡后出现的孔洞其实是一种气泡[3],这种气泡的大小与数量与发泡工艺密切相关:
(1)料温过高:在夏季如果操作人员对温度控制重视不够,料温有时超过发泡剂沸点,发泡剂过早气化,孔壁强度不够高,容易并泡成大气泡。
(2)物料混合不均:用于发泡的聚氨酯泡沫组合物料如混合不均会导致泡沫各部分发泡不均,发泡不均的物料会相互挤压或拉伸,交界处泡孔也被拉伸并泡,从而形成气泡。
(3)物料的流动性差:如果泡聚氨酯泡沫组合物料的流动性不好,发泡过程中并泡产生的气体不容易排出,板与泡沫界面的气泡就多,泡沫芯的整体密度差也大。
(4)其它:如泡沫组料本身配方、催化剂的品种及用量、发泡前板材表面有污染等因素也会引起气泡。

图3出现“孔洞”材料

图4无“孔洞”材料
3:加工后板形不良
一些建筑用彩涂板在使用中偶尔会出现板形不良问题。其中以加工前板型良好,加工后板面发生“鼓包”问题为多。如图5所示。 
图5加工正常材料及起鼓材料
(1)材料的影响
取A,B,C,D,E五种力学性能材料加工同一板型部件,发现屈强比低于0.8的材料发生起鼓概率极高,这与屈强比高的材料抗变形能力较好,不易发生塑性变形有关。

材料的影响
(2)板型的影响
在用户使用中也会经常遇到同一种材料加工某些板型时情况良好,但换一种板型后易出现起鼓问题。某用户用一种材料分别加工840和820两种板型(1000mm宽的彩涂板经压型后板宽变为840mm或820mm的瓦楞板)。840板型较好无起鼓问题,而820板型加工后起鼓明显(如图6)。
分析认为大平面区域在成形过程中,材料在横向上进行收缩,纵向为压缩状态,当这种变形超过平面区域材料失稳极限后表现为波纹现象。这是产生起鼓问题的一个主要原因[4](如图7)。为了避免这种情况,一般在板型设计时在易产生波纹的大平面区域设置加强筋。本文中840板型有3道加强筋,而820板型只有中间一道,且平面区域面积要大于840板型。所以当材料本身屈强比不高(该材料屈强比为0.68)抗塑性变形能力不足的情况下,用于820板型更易发生起鼓问题。


图6不同板型加工效果

图7加工应力示意
4:结论
(1)彩涂钢板涂层“闪光漆”面漆中金属与珠光片颜料为层状分布,一部分入射光线由于铝粉的直接反射,几乎没有吸收,一部分光线被铝粉多次反射而出,光线较暗。因此从不同的角度观察时给人以不同的视觉效果。宝钢在闪光漆涂层管理中采取了一定措施,对用户使用进行指导,帮助其尽量避免因材料安装方向不同而产生的色差问题;
(2)涂层质量、胶水配比、加工工艺等是影响彩涂板粘结效果的主要影响因素。
(3)彩涂板加工后板形不良与材料屈强比及板型设计均相关。
参考文献
[1]郑德荣,宝钢彩涂板的色彩及目前基本色,上海涂料,1995.
[2]王树强,涂料工艺(增订本)第三分册,化学工业出版社,1996
[3]林诚辉,赵毅,逄云茂,间歇法夹心板聚氨酯泡沫芯气泡成因分析,聚氨酯工业,2001年第l6卷第2期,P30-32
[4]宝钢研究院,彩板辊压成形典型板型,PPT 2016